Commutazione numero di giri/velocità di taglio, Commutazione f/fz/fu/fmax – HEIDENHAIN iTNC 530 (340 49x-06) Pilot Manuale d'uso
Pagina 55
55
De
finizio
ne delle
la
v
or
azioni
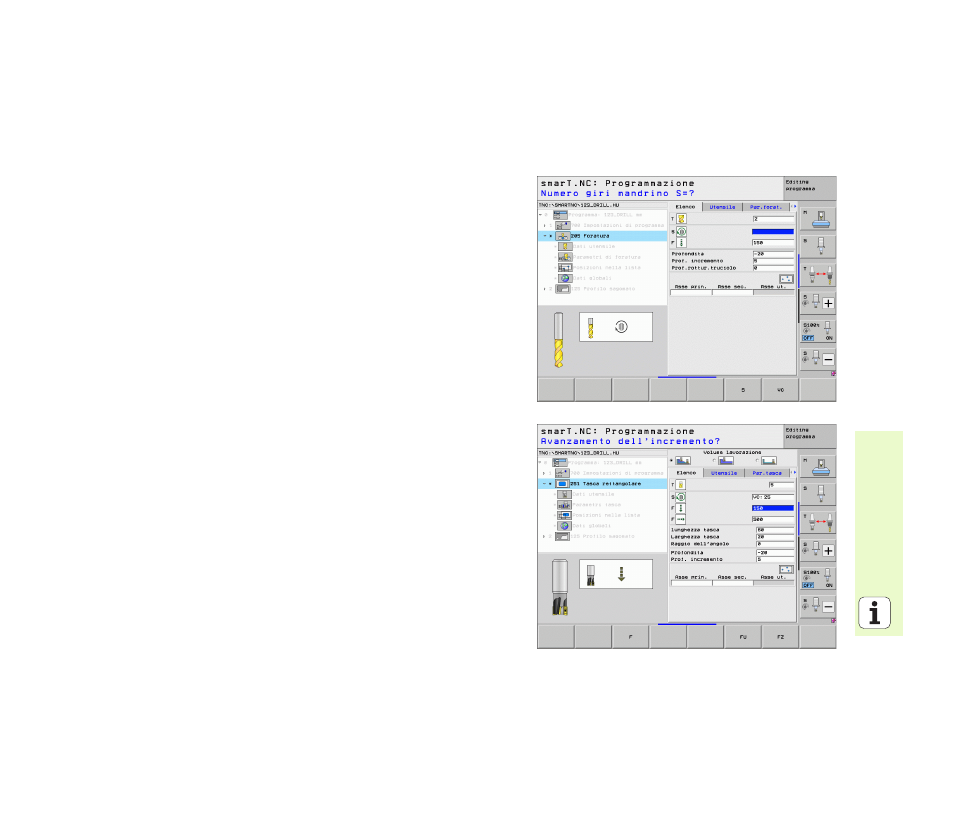
Commutazione numero di giri/velocità di taglio
Non appena diventa attivo un campo di inserimento per la definizione del
numero di giri del mandrino, è possibile selezionare se si desidera inserire
il numero di giri in giri/min o la velocità di taglio in m/min [oppure inch/
min].
Per inserire una velocità di taglio
U
Premere il softkey VC: il TNC commuta il campo di inserimento
Per commutare l'inserimento da velocità di taglio a numero di giri
U
Premere il tasto NO ENT: il TNC cancella l'inserimento della velocità di
taglio
U
Per inserire il numero di giri: ritornare con il tasto freccia sul campo di
inserimento
Commutazione F/FZ/FU/FMAX
Non appena diventa attivo un campo di inserimento per la definizione
dell'avanzamento, si può selezionare se si desidera inserire
l'avanzamento in mm/min (F), in giri/min (FU) o in mm/dente (FZ). Le
alternative di avanzamento ammesse dipendono dalla rispettiva
lavorazione. Per alcuni campi di inserimento è anche possibile inserire
FMAX (rapido).
Per inserire un'alternativa di avanzamento
U
Premere il softkey F, FZ, FU o FMAX