HEIDENHAIN iTNC 530 (340 49x-06) Pilot Manuale d'uso
Pagina 156
156
De
finizio
ne delle
posi
z
ioni
di
la
v
o
ra
zione
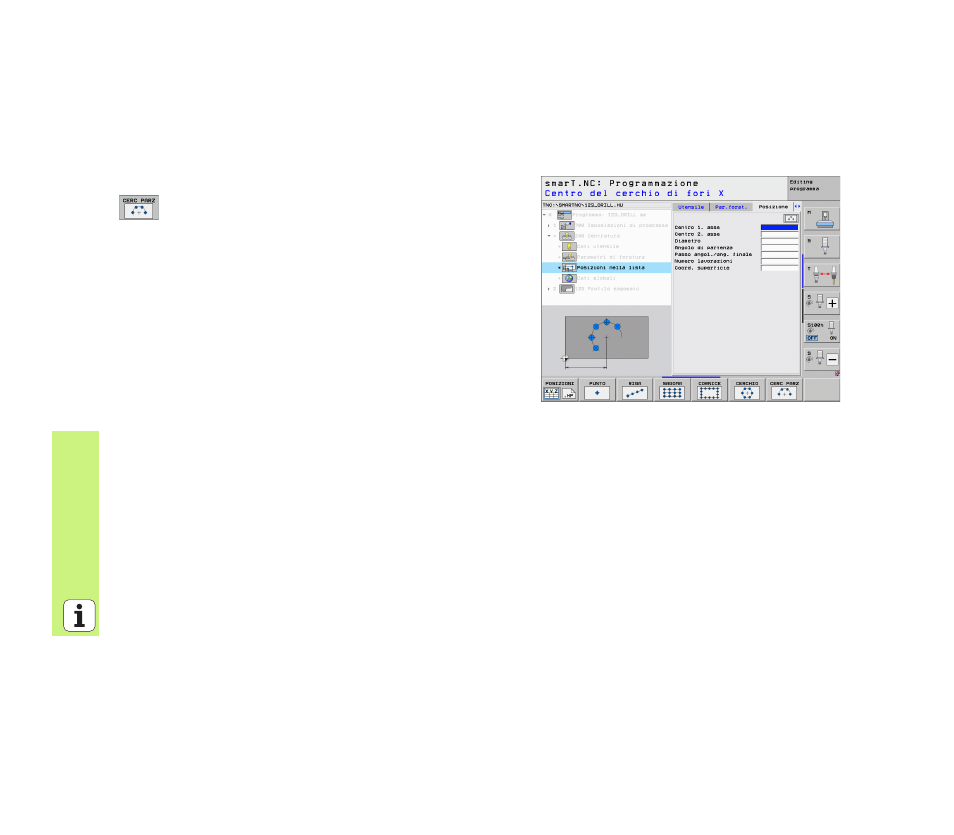
Cerchio parziale
U
Centro 1. asse
: coordinata del centro del cerchio
1
nell'asse
principale del piano di lavoro
U
Centro 2. asse
: coordinata del centro del cerchio
2
nell'asse
secondario del piano di lavoro
U
Diametro
: diametro del cerchio di fori
U
Angolo di partenza
: angolo polare della prima posizione di
lavorazione. Asse di riferimento: asse principale del piano di
lavoro attivo (ad es. X con asse utensile Z). Il valore può
essere inserito con segno positivo o negativo
U
Passo angol./ang. finale
: angolo polare incrementale tra
due posizioni di lavorazione. In alternativa angolo finale
assoluto inseribile (commutazione tramite softkey). I valori
possono essere inseriti con segno positivo o negativo
U
Numero di lavorazioni
: numero totale delle posizioni di
lavorazione sul cerchio
U
Coord. superficie
: coordinata della superficie del pezzo