Tabella di taglio, Tabella di taglio -14, Powermax1000 – Hypertherm Powermax1000 Rev.1 Manuale d'uso
Pagina 53
USO
4-14
powermax1000
Manuale dell’operatore
Tabella di taglio
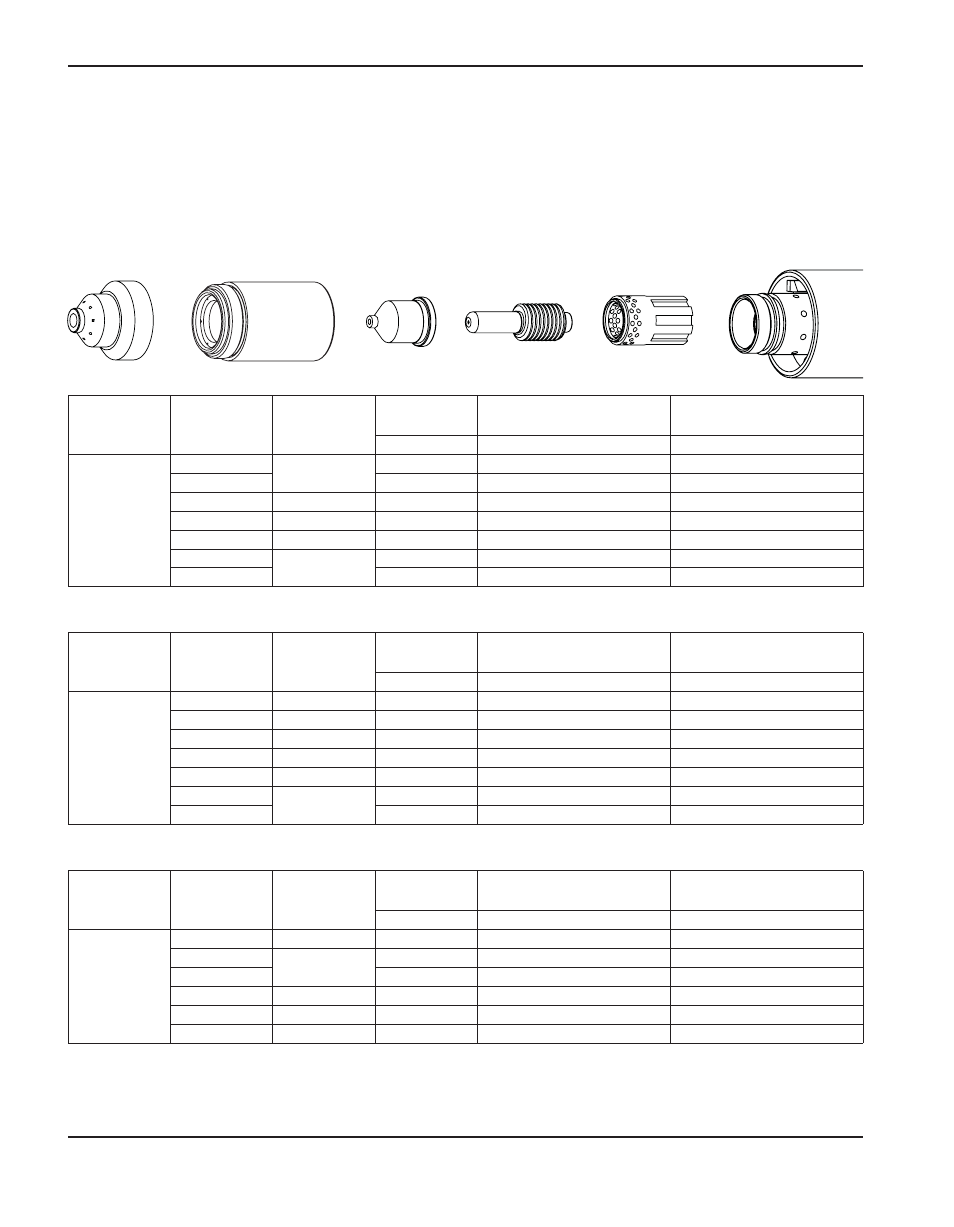
Consumabili schermati da 60 A per sistemi meccanizzati
• La distanza torcia-lamiera utilizzata per la seguente tabella di taglio è 1,5 mm per tutti i tipi di
tagli.
Cappuccio di
retenzione
120928
Ugello
120931
Elettrodo
120926
Anello diffusore
120925
Torcia
T60M
Schermo
120930
Le velocità di taglio massime sono le velocità più alte con cui è possibile tagliare il materiale, prescindendo dalla qualità di
taglio. Le velocità di taglio ottimali sono quelle che forniscono il migliore angolo di taglio, la minor quantità di bava e la
miglior finitura superficiale. Occorre ricordare che le tabelle di taglio sono state concepite in modo da fornire un
buon punto di partenza per ciascuna condizione di taglio.
Ciascun sistema di taglio richiede una “regolazione fine”
per ciascuna applicazione specifica per ottenere la qualità di taglio desiderata.
Acciaio di carbonio
Corrente
d’arco
Tensione
d’arco
Ritardo di
sfondamento
Spessore
lamiera
Velocità di taglio massima
Velocità di taglio ottimale
mm
mm/min
mm/min
60
134
0
1,5
15926
12751
134
3,4
6706
5359
138
0,25
6,4
3353
2184
141
0,75
9,5
1600
1041
141
1,50
12,7
1067
686
147
—
15,9
787
508
153
19,0
559
356
Acciaio inox
Alluminio
Corrente
d’arco
Tensione
d’arco
Ritardo di
sfondamento
Spessore
lamiera
Velocità di taglio massima
Velocità di taglio ottimale
mm
mm/min
mm/min
60
134
0
1,5
15875
10312
136
0,25
3,4
6198
4039
139
0,50
6,4
2794
1829
145
0,75
9,5
1346
864
146
2,00
12,7
889
584
149
—
15,9
660
432
154
19,0
457
305
Corrente
d’arco
Tensione
d’arco
Ritardo di
sfondamento
Spessore
lamiera
Velocità di taglio massima
Velocità di taglio ottimale
mm
mm/min
mm/min
60
135
0
1,6
16916
10998
138
0,25
3,2
10160
6604
141
6,4
3683
2388
146
0,75
9,5
1880
1219
149
1,50
12,7
1295
762
153
—
15,9
838
533