Gas plasma / n, Protezione 100 a taglio – Hypertherm HD3070 Plasma Arc Cutting System w/ Automatic Gas Console Manuale d'uso
Pagina 49
USO
12/3/98
HD3070
(consolle del gas automatica) Manuale di istruzioni
2-35
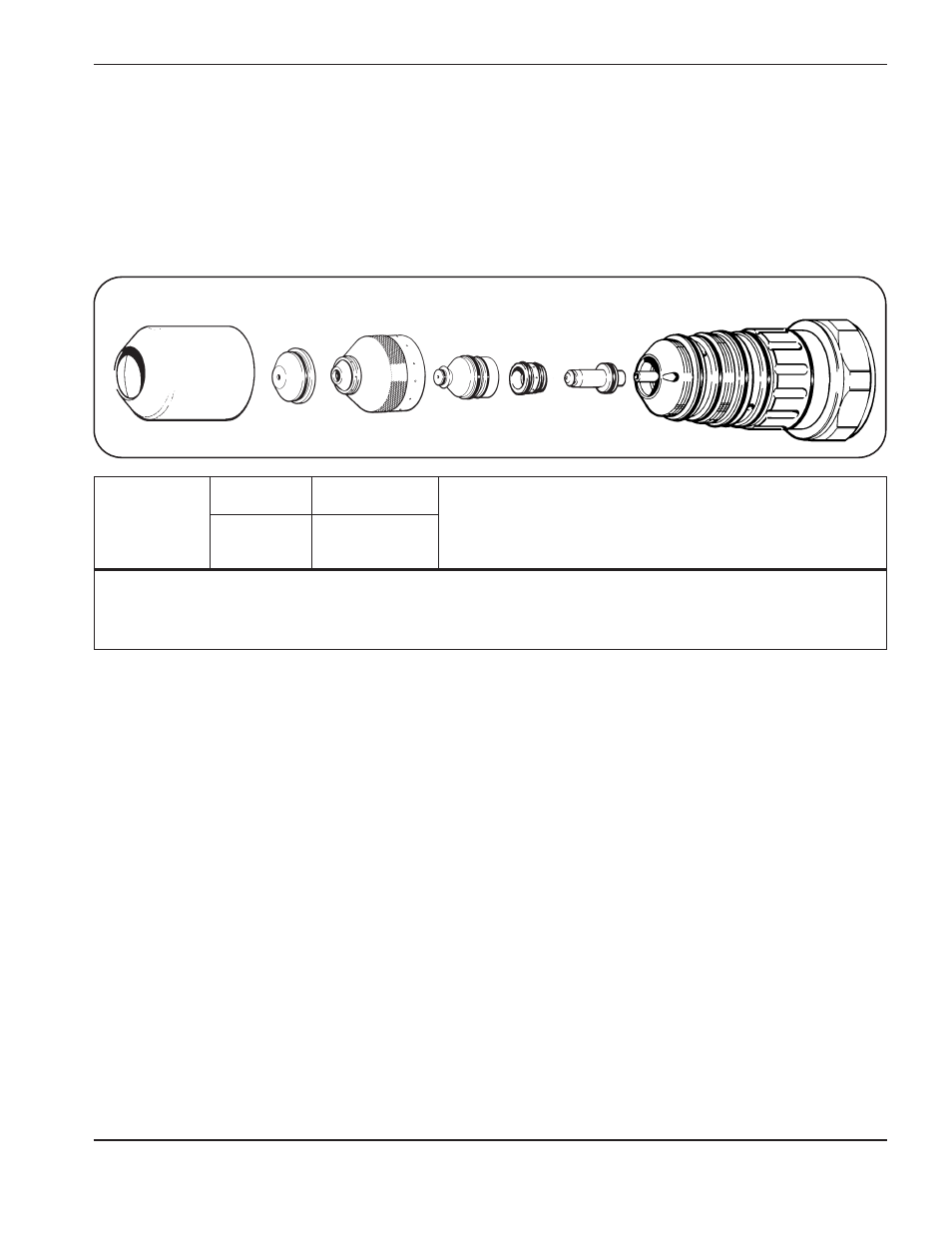
Protezione
120594
Ugello
120591
Elettrodo
120589
Cappuccio interno
120592
Anello
diffusore
020590
Torcia PAC186
120349
Cappuccio schermato
020634/020687
PAC186
Acciaio inox
H35 ed N
2
Gas plasma / N
2
Protezione
100 A Taglio
Le pressione in entrata dei gas H35 (P1)# ed N
2
(P2)# devono essere comprese tra 105 e 135 psi (7,2 e 9,2 bar)
per tutti gli spessori di materiale.
# Consultare la fig. 2-3 per individuare i display LCD.
** Il margine di errore per la distanza torcia-lamiera è di ± 0,005 pollici (± 0,125 mm). Quando si adopera un THC, il
margine di errore è di ± 1 volt.
Se il pezzo non è completamente staccato dallo scarto, provare a modificare il percorso di uscita della torcia.
Arrestare il taglio 1,3 mm prima della fine del pezzo per materiali da 6,4 e 9,5 mm e 2,5 mm per materiali da
12,7 mm. La diminuzione finale della corrente di taglio e dei flussi di gas completano il taglio. Se il programma non
può essere modificato, ridurre la velocità di taglio e non utilizzare la procedura di uscita.
Sono disponibili dei consumabili antiorari (CCW) per il taglio speculare.
Se si verificano dei problemi durante il processo di taglio e si ritiene che possano essere dovuti ai valori di portata,
consultare la Sezione 5, Manutenzione (versión inglese), Controlli Contropressione Sistema Gas.
Valori di portata*
Valori di portata
prova preflusso %
prova taglio %
Distanza
Altezza
Spessore
Preflusso
Protezione
Plasma
Tensione
torcia
Velocità
iniziale di
Ritardo di
del materiale
N
2
&
N
2
N
2
N
2
N
2
H35
d’arco
lamiera**
di corsa
sfondamento
sfondamento
(GA) (Pòll)
(mm)
(1)#
(2)#
(3)# (4)#
(5)# (6)#
(V)
(mm)
(m/min.)
(mm)
(quadr.) (sec.)
1⁄4
6,4
45
45
60 60
30
30
134
3,0
1,9
5,1
0
0,1
3⁄8
9,5
30
30
144
3,8
1,6
5,1
0,5
0,2
1⁄2
12,7
50
40
160
6,4
1,1
7,6
1
0,3