Azoto, Alluminio, Ht4001 con slave – Hypertherm HT4001 Manuale d'uso
Pagina 44: Inglese, Metrico
10/4/00
2-30
HT4001
Manuale dell’operatore
6
30
30
45
145
260
6
4 740
6
45
45
62
145
320
6
4 700
4,2 mm
8
45
45
62
150
340
6
4 170
Massimo
10
45
45
62
150
360
6
3 700
400 A
12
45
45
62
150
380
6
3 200
15
45
45
62
155
400
7
2 500
20
45
45
62
160
400
8-9
1 420
25
45
45
62
170
400
10
930
4,7 mm
30
45
45
65
165
540
10
1 710
Massimo
40
45
45
65
175
600
10
1 090
600 A
50
45
45
65
180
600
10
780
5,5 mm
60
70
70
73
190
740
14
620
Massimo 760A
75
70
70
73
200
760
16
380
.035
,889
30
30
45
125
260
1/8
3
13 710
.120"
.075
,191
30
30
45
130
260
1/8
3
9 150
Massimo
1/8
3,18
30
30
45
135
260
3/16
5
6 100
260 A
1/4
6,35
30
30
45
145
260
1/4
6
4 570
1/8
3,18
45
45
62
140
300
1/4
6
5 840
.166"
1/4
6,35
45
45
62
145
320
1/4
6
4 570
Massimo
3/8
9,53
45
45
62
150
360
1/4
6
3 810
400 A
1/2
12,7
45
45
62
150
380
1/4
6
3 050
3/4
19,1
45
45
62
160
400
5/16
8
1 530
1
25,4
45
45
62
170
400
3/8
10
890
.187"
1
25,4
45
45
65
155
500
3/8
10
2 030
Massimo
1-1/2
38,1
45
45
65
170
560
3/8
10
1 150
600 A
2
50,8
45
45
65
180
600
3/8
10
760
.220"
2
50,8
70
70
73
180
700
1/2
13
760
Massimo 760A
3
76,2
70
70
73
200
760
5/8
16
380
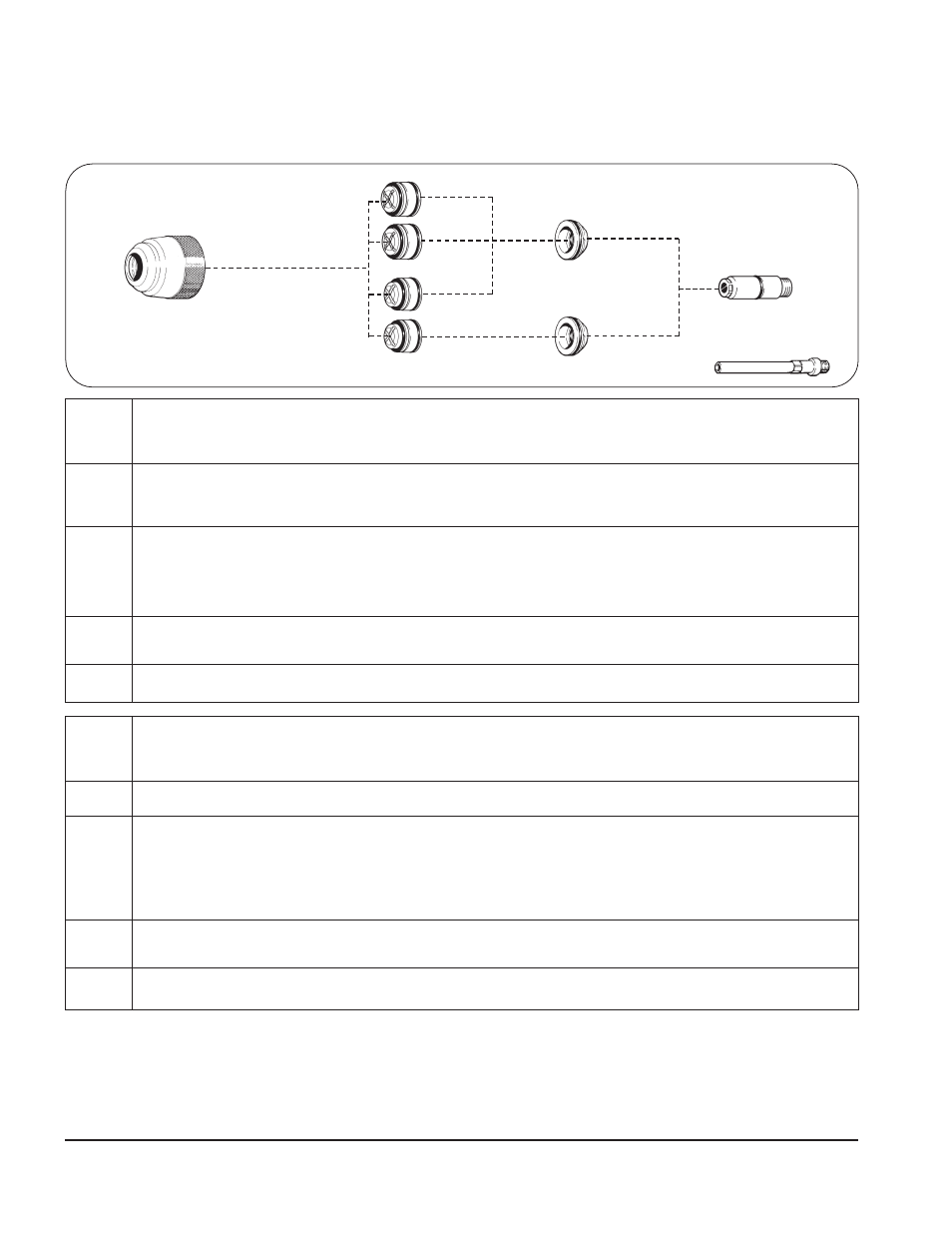
HT4001 con slave
Torcia PAC620 – Consumabili standard
Alluminio – Azoto Plasma
Nota:
Le pressioni minime di ingresso del azoto rimangono a 10,3 bar per qualunque spessore della lamiera.
La pressione di mandata della pompa del refrigeratore ad acqua rimane compresa tra 12 e 12,8 bar per tutti gli spessori di lamiera.
La portata di azoto massima è di 176 l/min con una pressione di ingresso di 10,3 bar.
Impostare l’altezza iniziale della torcia (prima dello sfondamento) ad un valore circa doppio rispetto alla distanza torcia-lamiera (distanza
di taglio) per il materiale da tagliare.
Nota: Se non si verifica un trasferimento d’arco quando l’altezza di sfondamento viene impostata al doppio della distanza di taglio (in
caso di materiale spesso da tagliare con correnti elevate), diminuire gradualmente l’altezza iniziale di sfondamento della torcia fino a che
non si ha trasferimento d’arco.
Elettrodo
Spessore del
materiale
(in)
(mm)
Portata del test
preflusso
(N
2
) (%)
Portata del
test flusso
di taglio
(N
2
) (%)
Impostazione
della portata
d’acqua
(%)
Tensione
dell’arco
(V)
Corrente
dell’arco
(A)
Distanza
torcia-lamiera
(in)
(mm)
Velocità di
taglio
(mm/min)
Inglese
Elettrodo
Spessore del
materiale
(mm)
Portata del test
preflusso
(N
2
) (%)
Portata del
test flusso
di taglio
(N
2
) (%)
Impostazione
della portata
d’acqua
(%)
Tensione
dell’arco
(V)
Corrente
dell’arco
(A)
Distanza
torcia-lamiera
(mm)
Velocità di
taglio
(mm/min)
Metrico
Ugello
020281
(.120 in/3 mm)
020282
(.120 in/3 mm)
020283
(.187 in/4.7 mm)
020284
(.187 in/4.7 mm)
Anello diffusore
020039 (
orario)
020042 (
antiorario)
020040 (
orario)
020079 (
antiorario)
Elettrodo
020285
Tubo dell’acqua – Standard
020990
3 mm
Massimo 260A
Cappuccio di tenuta
020580 (Vectra)
020286 (Vespel)
120464 – CE (Vectra)
120465 – CE (Vespel)